点击上方蓝字·关注我们

手持单元和分线盒的内部电路
西门子840D可视手轮HHU的内部电路与分线盒的对应关系:
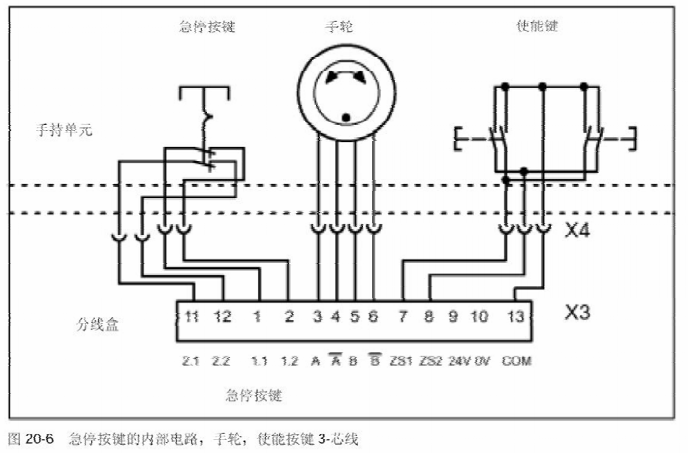
手轮信号定义
系统侧手轮插头脉冲信号:
3:A+ 橙
4:A- 红
5:B+ 蓝
6:B- 紫
PLC的调试
西门子840D可视手轮HHU,PLC程序的更改:
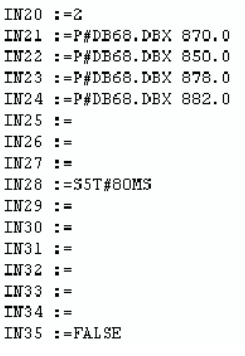
OB100:
IN20:=2 即 BHG=2
IN`35:=FALSE 即 BHGMPI=FALSE
① 标准程序块的DB68、OB100下载。下载后手轮不再闪烁。
② 下载标准程序中的FC119、DB69块。
③ 修改OB1: 具体为:


Network 1:
CALL FC 2
Network 2:
L DB19.DBB 8
OW W#16#0
JN M001
L 1
① 标准程序块的DB68、OB100下载。下载后手轮灯不再闪烁。
② 下载标准程序中的FC119、DB69块。
③ 修改OB1:
具体为:
T DB19.DBB 8
M001: CALL FC 68
IN0 :=TRUE
IN1 :=FALSE
IN2 :=TRUE
IN3 :=DB10.DBX107.7
OUT4:=DB2.DBX187.7
IO5 :=DB19.DBB8
IO6 :=MB181
用于控制手轮是否有效,例如:用于控制手轮是否有效, 例如:用 I32.1 控制使能。如果想直接有效用 TRUE
Network 3:
A DB2.DBX 187.7
JC M003
L DB19.DBB 22
OW W#16#0
JN M002
L 1
M002: T DB19.DBB 8
M003: NOP 1
CALL FC 119
IN0 :=P#DB68.DBX 306.0
IN1 :=DB19.DBB8
IN2 :=B#16#5
IN3 :=FALSE
OUT4:=DB21.DBX6.0
OUT5:=DB35.DBX4.3
Network 4:
SET
= DB21.DBX 6.7
= DB21.DBX 6.6
L DB21.DBB 4
T DB21.DBB 5
关于可视手轮PLC程序中的DB68块的修改:我们在铣镗床的时候NC轴排列顺序一般习惯按
下列顺序:
1、 X
2、 Y
3、 Z
4、 W
5、 C
6、 B
7、 V
8、 U
所以应在DB68数据块中修改一下,以达到和实际的统一。
例如:①打开DB68
view—data view
176.0 XI Y1 Z1 W1 C1 B1 V1 U1
306.0 1
308.0 2
310.0 3
312.0 4
314.0 -5 旋转轴都是负的
566.0 “chan1” 手轮上显示的通道号
40.0 用于手轮上钥匙开关,关断时的显示内容
END
公司介绍

我司主营西门子、海德汉、发格、力士乐、库卡、伦茨等进口品牌伺服系统、数控设备、电机维修与服务,技术精湛、服务周到。需要技术支持需求可致电:13524526965(微信同号)。